Kineton Energetics Factories
MOD Kineton, Warwickshire
MOD Kineton was developed from 1941 onwards as a Central Ammunition Depot during the Second World War. The site both stored and distributed munitions as well as filling with explosives shell bodies produced elsewhere using a 33.8km railway network.
Today, Defence Munitions Kineton remains the United Kingdom’s principal ammunition storage and handling facility and is widely regarded as the largest such depot in Western Europe, storing a significant proportion of the Ministry of Defence’s munitions.
The site was purpose-designed for the safe receipt, segregation, storage, and movement of energetic materials and continues to operate as a key node within the UK’s ammunition enterprise. MOD Kineton benefits from established road and rail access and operates within an estate already subject to MOD safety, security, and environmental governance arrangements.





Kineton Explosives Factory
There are a total of 205 concrete bunkers across two sites at MOD Kineton plus an additional 54 warehouses across the 2,200 acre site. Each Bunker is constructed of high quality concrete and is surrounded by an earth bund to provide additional protection. The interior of each bunker is approximately 20m x 20m x 5m high giving a floor plate of 400 sq.m (4,300 sq.ft) with a line of columns down the middle of the each bunker.
Our approach is to deliver standard 20ft container units incorporating our prefabricated ‘Factory in a Box’ continuous flow processing modules, manufactured and tested off site and place them directly into a series of adjacent bunkers to allow the processing of the necessary precursor chemicals as well as the final explosives; RDX & TNT.
The advantages of the continuous flow technology include lower capital costs, off site prefabrication, lower manufacturing footprint, higher consistency, better quality control, lower energy inputs and higher yields.
Explosives Factory


Kineton Propellant Factory
The processing of propellant will utilise the same continuous flow ‘Factory in a Box’ approach as we utilise in the manufacturing of explosives. To establish a facility capable of producing 7,000+ tonnes of triple-base propellant annually, Nitroglycerine (NG), Nitrocellulose (NC), and Nitroguanidine (NQ), the site must be partitioned into distinct "hazard zones" with significant buffer distances to prevent a chain reaction in the event of an accident. Our manufacturing facility will include;
An NC Plant: Requires large-scale water treatment and acid recovery systems.
An NG Nitration Suite: A compact, highly automated facility in a heavily ‘earth-bermed’ building at least 1 metre higher than the building's roofline.
A Solvent Recovery/Mixing Area: Consisting of several large industrial sheds where the ingredients are combined into the final "dough" and extruded into propellant grains.
The Modular Charge Assembly: This is separate line where the propellant is loaded into the combustible cartridge cases (CCC) and sealed.
By manufacturing the acids and the three base ingredients on one site, we eliminate the extreme risk and cost of transporting liquid Nitroglycerine or bulk Nitrocellulose over public roads.
Continuous Flow Manufacturing

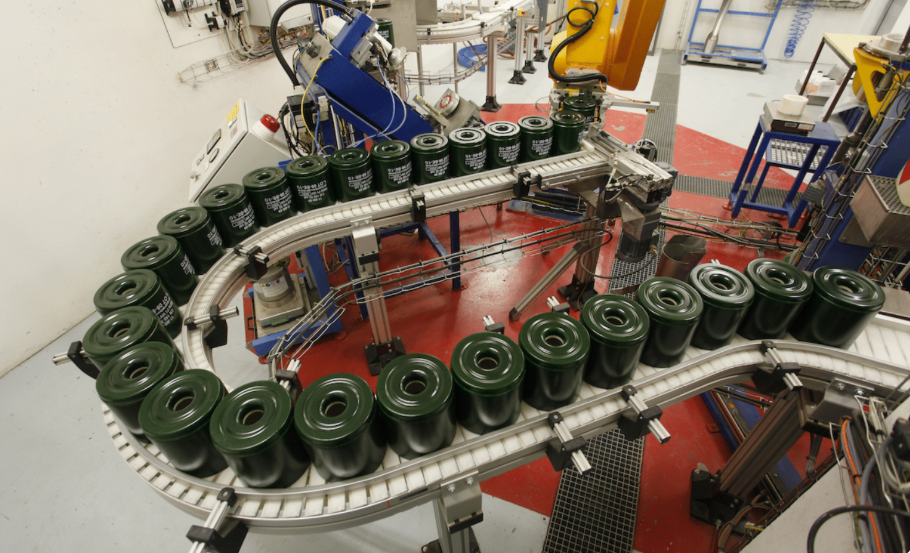
Kineton Explosive Filling
Explosive Filling
Historically shells bodies were filled with explosives at Kineton and we aim to revive that practise by filling the shell bodies manufactured at our munitions facility in Coventry with explosives manufactured at Kineton.
Kineton was purpose-designed for the safe receipt, segregation, storage, and movement of energetic materials and continues to operate as a key node within the UK’s ammunition enterprise. Kineton benefits from established road and rail access and operates within an estate already subject to MOD safety, security, and environmental governance arrangements.
Locating activity within an existing explosives estate avoids the introduction of energetic materials into a greenfield or non-defence environment and leverages established regulatory controls, safety culture, and governance mechanisms. Our proposal supports estate efficiency by making controlled use of existing assets rather than requiring new land acquisition or extensive new construction.
Explosives shrink by up to 12% during the cooling process and funnels ensure that the correct quantities are poured to ensure complete filling is achieved. X-ray and other non-destructive testing ensure that quality and quantity are maintained.

Kineton Bi-Modular Charge System Factory
Kineton will also be the home of our Bi-Modular Charge System (BCMS) manufacturing facility where the nitrocellulose, nitroglycerin and process wetted nitroguanidine made in our propellant factory be packaged into triple-base, bi-modular products for Low Zone (LZ) and High Zone (HZ).
This will feature a high-precision rigid combustible cases (CC) line consisting of advanced fibre-forming and moulding equipment including;
Pulp Slurry Preparation & Felting Units: The base material, typically a resinated fibre slurry, Felting dies (preforming dies) with fine mesh screens and vacuum lines used to deposit the fibres into the initial "wet" shape.
Steam-Heated Matched Moulding Dies: Wet preforms are transferred to a press containing male and female moulding dies. These dies are steam-heated to cure the resin and press the material into its final rigid, finished dimensions.
Integrated Automation & Precision Control: Utilising advanced automation and electrical instrumentation to ensure precise process control and consistent manufacturing within strict technical tolerances.
Bi-Modular Charge System (BCMS) Manufacture